The Challenge
We were the selected mezzanine floor provider for an international supplier and manufacturer in the electronics industry. As the company continues to dominate their market, they required a mezzanine floor area to elevate their operations to new heights in Warrington.
Maintaining productivity levels was essential to the client and their ongoing work during warehouse operating hours. In addition, the existing shelving units could not be disturbed or dismantled during the installation process.
The Criteria
The final requirements of the project were detailed as follows:
- 138m² mezzanine floor area
- 4.8kN/m² load bearing for storage
- Minimal disruption to productivity
- Safety pallet gates for handling heavy goods
- Custom colour to match corporate identity
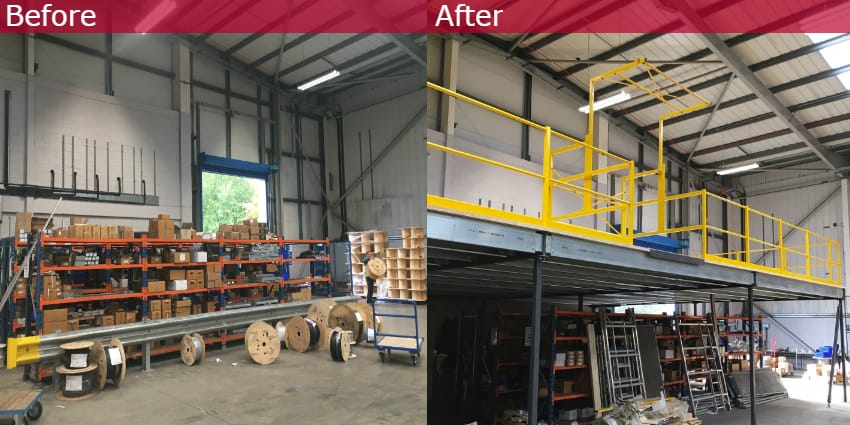
The Solution and Result
Our engineers worked closely with our client to provide a bespoke mezzanine that could comfortably sit above their existing shelving units to create a new functional loading area. Using our standard 38mm particle board, our floor was the perfect affordable and practical solution for their storage plans. As always, we provided full customised options to the industrial general access staircase, edge-protection system and pallet gates for all their heavy loading. Following our client’s request, each of the ancillaries were finished in a vibrant yellow powder coating with full gloss retention.
The project was expertly wrapped up in two days as our installers worked alongside the client’s team during their operating hours. As a result of close communication throughout the project, we were able to fulfil their specifications to our continuous high-quality standards within the allocated time.
Client Operations Manager Comments
“Hi-Level were very efficient with little disruption to the warehouse working practices”



Please get in touch with our sales team if you have any questions regarding previous projects.


